Железобетонные изделия в современном строительстве уже далеко не ноу-хау. В нашей стране они начали применяться еще в советский период. Широко используются конструкции из железобетона и в наше время.

Железобетонные балки перекрытия и прочие конструкции изготавливаются на специальных заводах (КПД и ЖБИ) и поставляются на строительные объекты уже в виде готовых сегментов зданий.
Собираются такие изделия сваркой стыковой арматуры, после чего, межпанельные швы заделываются бетоном.
Преимущества и стадии изготовления сборных ж/б элементов
 Железобетонные изделия обладают достаточно высокой прочностью, а применение ячеистых бетонов, снижает массу строительных материалов.
Железобетонные изделия обладают достаточно высокой прочностью, а применение ячеистых бетонов, снижает массу строительных материалов.
Кроме того, здания, построенные по такой технологии, менее чувствительны к сейсмической активности, чем классические кирпичные дома.
Массовое распространение сборной железобетон получил благодаря:
- совместимости с другими строительными материалами;
- полной механизации изготовления блоков;
- относительной дешевизне строительства;
- быстроте монтажа;
- повышению производительности труда;
- упрощению работ в зимний период;
- огнестойкости;
- экономии материалов на обустройство опалубки;
- постоянному улучшению качества материалов.
Производство железобетонных конструкций происходит в несколько этапов. Основные операции:
- изготовление металлического каркаса;
- подготовка бетонной смеси;
- армирование и формирование конструкции;
- ускоренное твердение.
Необходимую арматуру закупают на металлургических заводах и зачищают от ржавчины. Чистые прутки режут на стержни нужной длины и придают им форму на гибочных станках.
Подготовленные изделия собирают в сетки с помощью контактной сварки, а сетки — соединяют в каркасы.
 Наиболее известным и широко применяемым в качестве именно стенового мелкоштучного материала, отвечающего требованиям по надежности и теплопроводности, можно назвать керамзитобетонный блок.
Наиболее известным и широко применяемым в качестве именно стенового мелкоштучного материала, отвечающего требованиям по надежности и теплопроводности, можно назвать керамзитобетонный блок.
Проектирование – основополагающий этап в изготовлении бетонных лестниц. На этом этапе вычисляется равномерный шаг, высота подъемов и зазор, требуемый на укладку отделочных материалов. О железобетонных лестницах читайте в этой статье.
Для армирования используют стальной горячекатаный гладкий металлопрокат (класса A-I) или с периодическим профилем (A-II, A-IV, A-IД и A-V). В производстве стройматериалов для Северных областей применяют арматуру классов Aт (IV, V и VI), которая обеспечивает надежность блоков при температуре -50 градусов.
Арматурные конструкции укладывают в формы и заливают жидким бетоном. Перед заполнением, на внутреннюю поверхность модели обязательно наносят смазочный материал, препятствующий налипанию застывающей массы.
Производство бетонных масс
 Жидкий бетон приготавливают в бетоносмесительных цехах до получения однородной смеси. Дозирование ингредиентов производят по массе на установках с автоматическим и ручным приводом.
Жидкий бетон приготавливают в бетоносмесительных цехах до получения однородной смеси. Дозирование ингредиентов производят по массе на установках с автоматическим и ручным приводом.
При этом допускается отклонение не более 1% для воды и цемента, и не более 2% для заполнителей. Бетоносмесительные машины разделяют на гравитационные и принудительного смешивания.
Подвижные смеси изготавливают с помощью гравитационных устройств (бетон порциями поднимается на лопастях винта и, под действием собственной массы, падает и перемешивается). Время приготовления зависит от объема барабана и подвижности бетонной массы.
Для емкостей менее 500л время перемешивания составляет 1-1,5 минуты, а в барабанах от 1200 до2400 л приготовление бетона занимает около 3 минут.
Жесткий бетон лучше перемешивать в машинах принудительного действия. Наибольшее распространение среди таких устройств получили:
- противоточные смесители;
- роторные смесители турбинного типа.
В первых машинах горизонтальная чаша и смешивающие устройства вращаются в противоположные стороны. Готовая смесь выгружается через нижний люк чаши.
А в оборудовании турбинного типа при перемешивании вращается только центральный ротор с лопастями.
Мелкозернистый бетон приготавливают с помощью лопастных и шнековых смесителей с горизонтальным валом.
Для повышения производительности труда используются машины непрерывного действия, которые способны изготавливать от 30 до 120 куб. метров смеси в час. Более того, применение такого оборудования снижает удельные затраты на электроэнергию.
Заливка и сушка ж/б конструкций
 Одним из основных качеств жидкого бетона является его удобоукладываемость – способность равномерно растекаться тонким слоем по основанию формы.
Одним из основных качеств жидкого бетона является его удобоукладываемость – способность равномерно растекаться тонким слоем по основанию формы.
Для того чтобы повысить механическую прочность изделий, заливаемую смесь уплотняют с применением различных вибромашин.
При изготовлении железобетонных конструкций, плотность укладки контролируют по коэффициенту уплотнения (отношение действительной плотности бетона к ее расчетному значению).
Уплотнение называют полным, если величина коэффициента равна 0,98…1. После качественного уплотнения, в материале остается не больше 2-3% воздушных пор.
Для каждой марки бетона существует своя интенсивность вибрирования, достигаемая правильным подбором частоты и амплитуды колебаний.
Изделия из жестких бетонных смесей уплотняют на стационарных резонансных низкочастотных виброплощадках с рабочей амплитудой 0,7 мм при частоте 25-30 Гц.
Для уплотнения мелкозернистых подвижных субстанций, амплитуду уменьшают до 0,15-0,4 мм, увеличивая частоту толчков до 50…150 единиц в секунду.
При этом, сами виброуплотняющие устройства могут быть:
- электромеханические;
- пневматические;
- электромагнитные.
Чаще всего на заводах можно встретить машины с механическим рабочим органом (эксцентриком) и приводным электродвигателем.
После заполнения формы, ж/б изделие отправляют в помещение для сушки. Твердение бетона может быть, как искусственным, так и естественным, которое можно ускорить, применив быстротвердеющие цементы и специальные добавки-ускорители.
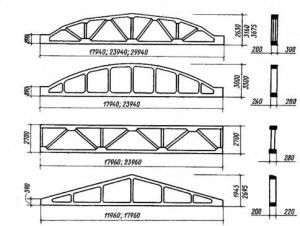 Предприятие-изготовитель утверждает производственно техническую документацию, которая регламентируется ГОСТом и определяет порядок изготовления стропильных и подстропильных балок на заводах ЖБК.
Предприятие-изготовитель утверждает производственно техническую документацию, которая регламентируется ГОСТом и определяет порядок изготовления стропильных и подстропильных балок на заводах ЖБК.
Для удешевления и снижения трудоемкости в условиях возведения построек на индивидуальных участках многие застройщики применяют ручные буры. О методиках создания буронабивных железобетонных свай читайте тут.
Чтобы получить 70%-ную прочность в природных условиях, нужно выдержать изделие в форме не менее 7 суток.
Для экономии занимаемых форм и производственных площадей, широко применяются технологии искусственного твердения.
Принудительное затвердевание сводится к температурно-влажностной обработке конструкции.
Тепловое воздействие позволяет увеличить скорость протекания химических реакций и повысить суточную (начальную) прочность бетона. Наиболее часто применяется прогрев изделий в паровоздушной среде с температурой 80…85 градусов, или метод воздействия насыщенного пара.
Разновидности и стоимость ж/б изделий
 Современные ж/б конструкции классифицируются по назначению:
Современные ж/б конструкции классифицируются по назначению:
- для энергетического строительства (железобетонные опоры линий электропередач);
- для объектов дорожной инфраструктуры (бордюры и столбы);
- для строительства инженерных сетей (колодцы);
- для гражданского, административного и промышленного назначения.
Более подробно рассмотрим последнюю группу изделий, относящихся к строительным элементам зданий. Такие конструкции используются для возведения:
- фундаментов;
- каркасов домов;
- междуэтажных перекрытий;
- железобетонных лестниц, пролетов и площадок.
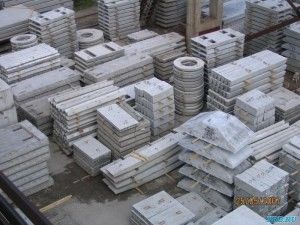
В номенклатуру сборочной ж/б продукции входят фундаментные стаканы, колоны, сборные железобетонные балки, сваи, прогоны, настилы, ж/б блоки для стен подвалов, панели, плиты и даже целые блок-комнаты с дверными и оконными проемами.
В зависимости от размеров, количества затраченного материала и формы железобетонных конструкций, цена одного изделия может варьироваться от нескольких сотен до нескольких десятков тысяч рублей.
Ж/б изделия широко востребованы на современных строительных площадках. А учитывая высокое качество и небольшую стоимость продукции, можно предположить, что номенклатура сборочного железобетона будет только расширяться.